
We have received the following update from Ian Gaskin, Programme Manager at Hampsons Industries which shows the progress being made on BLOODHOUND SSC's lower chassis...
Programming & Machining of Lower Chassis ‘Bulkheads’.
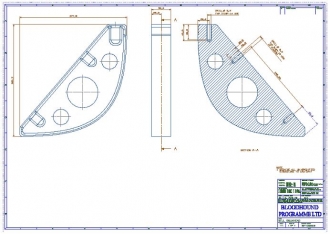
CNC Programming. (picture above)
This is the team from Jaivel producing the CNC Program for the Front Rocket Bulkhead, which is located on the Lower Chassis of the BLOODHOUND SSC. The programmer uses the detailed model sent by the design team and creates the required cutting path to enable the part to be machined on the CNC work centres at Hampson Aerospace Wigan.
Jaivel have taken on the challenge to produce the CNC programs for the Bloodhound SSC machined details and are working closely with Hampson Aerospace to ensure the programs produce the parts to the exact requirements set by the design team.
Further details on how the programs have been written can be found on the Jaivel website: www.jaivel.com
Machining Fixture.
H  ampson Aerospace CNC machine operator’s Paul Laithwaite and Steve Dutton loading the main CNC machine base plate fixture onto the Mazak 1400 work centre. This base plate was designed by Hampson Aerospace Engineering in conjunction with Lofting Services North West, to hold all the various sizes of aluminium billet required to produce the major structural details for the BLOODHOUND SSC Lower and Upper Chassis.
ampson Aerospace CNC machine operator’s Paul Laithwaite and Steve Dutton loading the main CNC machine base plate fixture onto the Mazak 1400 work centre. This base plate was designed by Hampson Aerospace Engineering in conjunction with Lofting Services North West, to hold all the various sizes of aluminium billet required to produce the major structural details for the BLOODHOUND SSC Lower and Upper Chassis.
The fixture has been manufactured to extremely tight tolerances capable of meeting the specifications of each individual detail.
CNC Machining
 Lower Chassis Front Rocket Bulkhead loaded and ready to machine. Prior to any machine operation Steve and Paul go through a sign off process, which includes checking program level, tool details and various machine safety checks.
Lower Chassis Front Rocket Bulkhead loaded and ready to machine. Prior to any machine operation Steve and Paul go through a sign off process, which includes checking program level, tool details and various machine safety checks.
Due to the design and the complexity of the machined details, the time to produce a finished part can take between 6 hours and 20 hours. The operator will constantly monitor the process and will contact the programmers at Jaivel should there be any changes required.
Further details relating to the machining processes can viewed on the Hampson Aerospace website: www.hampsongroup.com
Prototype Assembly
Checking location of BH-C0003 on Lower Chassis Assembly Drawing
 Two members of the Hampson Aerospace BLOODHOUNDSSC assembly project team, Kathryn Richmond and Ian Dewhurst, reviewing the location of the Sill Bulkhead, prior to fitting to the assembly fixture supplied by MANUFAX.
Two members of the Hampson Aerospace BLOODHOUNDSSC assembly project team, Kathryn Richmond and Ian Dewhurst, reviewing the location of the Sill Bulkhead, prior to fitting to the assembly fixture supplied by MANUFAX.
The team are currently on track with their pre-assembly inspection checks which includes:
- Approving all machined and fabricated details and then booking into stores location.
- Check all location points on fixture match the location points on machined and fabricated details.
- Noting any potential changes that need to be fed back to the Bloodhound design team and Manufax.
Checking Detail Location on Main Assembly Fixture
 Shaun Gaskell and Ian Dewhurst checking location of the Sill Bulkhead on cross member 2 of the main assembly fixture.
Shaun Gaskell and Ian Dewhurst checking location of the Sill Bulkhead on cross member 2 of the main assembly fixture.
This detail is located on two pins, which hold it in position during the main assembly process where it is riveted to the Lower Skin.
 Checking Outer Skin Location on Main Assembly Fixture
Checking Outer Skin Location on Main Assembly Fixture
 Checking Outer Skin Location on Main Assembly Fixture
Checking Outer Skin Location on Main Assembly Fixture  Shaun and Ian are joined by Kathryn, to test the alignment of the prototype Outer Floor Skin, with the Left Hand and Right Hand Sill Bulkheads located in position on the assembly fixture.
Shaun and Ian are joined by Kathryn, to test the alignment of the prototype Outer Floor Skin, with the Left Hand and Right Hand Sill Bulkheads located in position on the assembly fixture.
It is key for the ‘manually formed’ radius on the Outer Floor Skin to match the radius on the machined Sill Bulkheads

Ian Gaskin
January 2012